








Envíos a
todo el país

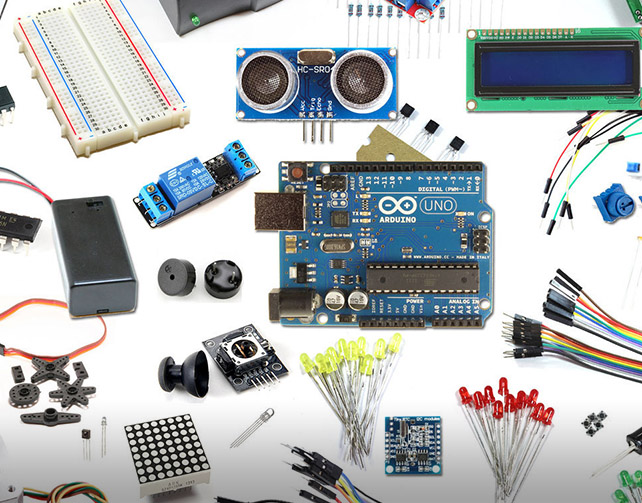
Aprende a trabajar con Arduino la plataforma de desarrollo basada en una placa electrónica de "hardware libre" que incorpora un microcontrolador re-programable.

La domótica es principalmente un conjunto de tecnología que se aplican para lograr que una casa pueda ser inteligente.
Controla el consumo de energía, mejora el uso de la iluminación y mejora la seguridad de tu casa gracias a las herramientas de la domótica
Sácale provecho a la impresión 3D con los upgrades para las impresoras mas populares del mercado.
Piezas re-diseñadas, repuestos, guías y servicie

Tenemos una colección de proyectos con guías paso a paso y hacks para aprender, haciendo.
Kits de robótica educativa segmentada en las distintas edades, etapas de aprendizaje, niveles de complejidad.
El principal objetivo pedagógico es incentivar la creatividad y fomentar la innovación evolutiva.
Suscríbase y reciba nuestras novedades
La impresión 3D es un grupo de tecnologías de fabricación por adición donde un objeto tridimensional es creado mediante la superposición de capas sucesivas de material.
Las impresoras 3D ofrecen a los desarrolladores de un producto la capacidad para imprimir partes y montajes hechos de diferentes materiales con diferentes propiedades físicas y mecánicas, a menudo con un simple proceso de ensamble.
Algunos métodos usan fundido o ablandando el material para producir las capas, por ejemplo sinterizado de láser selectivo (SLS) y modelado por deposición fundida (FDM), mientras que otras depositan materiales líquidos que son solidificados con diferentes tecnologías.

En el mundo de la impresión 3D hay un aspecto que no se menciona muy a menudo y que es de vital importancia: disponer de las herramientas básicas para el mantenimiento de la impresora 3D.
Como cualquier otra máquinas, las impresoras 3D necesitan un mantenimiento después de ciertas horas de funcionamiento, en el cuál se debe limpiar y engrasar o sustituir algún elemento que esté desgastado, como el nozzle o el Heat Break.
El lubricante para impresoras 3D SuperLube presenta una buena resistencia al calor, de tal forma que aunque se use en impresoras con cama caliente el lubricante no tiende a hacerse líquido y no comienza a gotear sobre la base de impresión. La utilización de este lubricante es recomendable para evitar desgastes y reducir el rozamiento en rodamientos y varillas, lo que también aumenta la duración de los motores al estar sometidos a una carga menor.
Los cepillos de limpieza (nylon, latón y acero) son ideales para limpiar todos los componentes y superficies que forman la impresora 3D. Con los cepillos de limpieza se puede acceder a cualquier rincón de la impresora 3D con suma facilidad y reducir así tiempo y dinero en el mantenimiento. Los cepillos para la limpieza (latón) son muy utilizados para la limpieza de la parte exterior de los nozzles, ya que, simplemente con calentar un poco el nozzle y pasar el cepillo por él, sin aplicar excesiva fuerza, se obtiene una rápida limpieza.
Muchos usuarios de impresoras 3D, por comodidad o por ahorrar tiempo, utilizan los sprays fijadores (3DLac, Dimafix o PrintaFix) sin retirar la base de impresión de la impresora 3D, dejando restos del fijador por todas partes y dando lugar a zonas donde se adhiere el polvo , lo que afecta al funcionamiento de elementos cruciales como los ventiladores del HotEnd, los ventiladores de capa, los engranajes, husillos, etc. Por este motivo, es vital la utilización del limpiador de impresoras 3D. Con esta disolución acuosa se puede limpiar cualquier superficie de la impresora 3D con facilidad y sin causar ningún desperfecto.
Esta herramienta es esencial, ya que, la mayoría de filamentos de plástico están a menudo cargados estáticamente y atraen a todo tipo de residuos del entorno de trabajo hacia el filamento. Utilizando un limpiador de filamento se elimina todo tipo de suciedad (pelusa, polvo u otra suciedad) antes de que el filamento entre en el extrusor, aumentando la duración del mismo y de la boquilla de la impresora 3D, además de evitar atascos provocados por acumulación de la suciedad.
El filamento de limpieza es uno de los elementos de mantenimiento básicos para la impresión 3D. Este filamento elimina el material residual que va quedando en el interior del extrusor y puede ser aplicado en la transición entre dos materiales distintos que trabajan a diferentes temperaturas, o al finalizar la impresión. Con el empleo de esta herramienta se garantiza que el flujo sea suave, continuo y libre de atascos, además de alargar la vida del HotEnd.
Las pinzas de precisión deben ser de acero inoxidable de alta calidad con un recubrimiento antiácido, antimagnético y antiestático. Que sean libres de descargas electrostáticas (ESD) favorece la utilización de las pinzas de precisión en contacto con elementos electrónicos y eléctricos sensibles a este tipo de descargas, dando total seguridad para realizar operaciones de mantenimiento en cualquier punto de la impresora 3D.
En la tecnología FDM los alicates de corte de filamento son una herramienta indispensable en el día a día. Han sido diseñados específicamente para cortar filamento plástico con un ángulo agudo (en punta), imprescindible para conseguir introducir correctamente el filamento por el sistema de guiado de la parte de extrusión de la impresora 3D. Además, son muy utilizados para cortar los soportes generados en piezas realizadas en tecnología SLA.
En el mundo de la impresión 3D, el calibre (pie de rey) es una herramienta muy útil para comprobar diámetros y distancias importantes entre componentes. Esta herramienta es muy recomendada para verificar el diámetro del filamento, de componentes, estado del nozzle y asegurar la misma separación entre elementos conectados, como por ejemplo entre las guías laterales del eje z.
Las llaves Allen son una herramienta esencial para todo usuario de una impresora 3D, pues la mayoría de ellas contienen un gran número de tornillos con cabeza hexagonal tipo Allen. Gracias a esta herramienta, cualquier usuario puede realizar cualquier operación de mantenimiento en cualquiera impresora 3D, desde el reemplazo de un cartucho calentador o un cartucho termistor, hasta el desmontaje total de de la impresora.
Denominada como una de las herramientas que no debe falta en ningún lugar de trabajo, la llave inglesa es válida para cualquier tipo de tornillo con cabeza hexagonal externa o con forma de paralelepípedo. En impresión 3D es muy utilizada para sujetar el bloque calentador del extrusor y cambiar el nozzle de forma sencilla, evitando grandes desviaciones del bloque calentador y del nozzle, dando un proceso de nivelación de la base mucha más rápida y sencilla.
Los alicates son otra herramienta indispensable para todo usuario. Su uso se extiende a todo tipo de acción y mantenimiento sobre la impresora 3D, como por ejemplo: sujetar el bloque calentador para el cambio del nozzle, cortar cables como hilo eléctrico para reparaciones de la electrónica, acceder al interior de un agujero de una pieza impresa para retirar los soportes y agarrar con precisión elementos pequeños como los nozzles.
Las galgas de espesores son ideales para dar un margen de separación entre elementos que encajan entre sí o ajustar con precisión la distancia entre dos elementos. Por ejemplo: para separar la longitud exacta el nozzle de la base con el fin conseguir una buena impresión, o para el correcto montaje del extrusor y del HotEnd, donde es necesario cumplir con las holguras que los fabricantes indican en sus manuales de montaje para conseguir el correcto funcionamiento de todos los elementos que los forman.

El sector de la impresión 3D sigue en aumento y cada vez más personas adquieren una impresora 3D, tanto para uso profesional como doméstico, para realizar sus modelos, prototipos o piezas.
Es cierto que la forma de trabajar en tres dimensiones de una impresora 3D FDM o SLA permite realizar infinidad de piezas con geometrías complejas, pero hay que tener en cuenta que presentan ciertas limitaciones, muchas de las cuales dependen del tipo de impresora 3D que se utilice: Desktop o Industrial.
Por otro lado y concretamente en el sector profesional, se debe tener en cuenta que esta tecnología es ideal para la fabricación de pocas unidades de piezas grandes o muchas unidades de piezas pequeñas o medianas.
¿Qué uso tendrá la impresora 3D? Esta primera pregunta es fácil de responder, ya que cada usuario debería tener claro si necesita la impresora 3D para un uso profesional o doméstico.
A partir de aquí se deben tener en cuenta la siguientes hipótesis:
Uno de los principales factores a tener en cuenta es el tipo de usuario, ya que normalmente, este factor condiciona los tipos de materiales a utilizar, el tamaño de las piezas y el presupuesto para adquirir una impresora 3D. Por este último motivo y por la sencillez de utilización, las impresoras 3D tipo Desktop son las más adecuadas para usuarios domésticos o semi-profesionales. Con ellas se pueden realizar una gran variedad de piezas, limitadas a los materiales convencionales (PLA y ABS) y a algunos técnicos (TPE, TPU, PETG y algunos Nylons). Por otro lado y aunque para impresoras 3D industriales se necesitan ciertos conocimientos previos, los usurarios profesionales obtendrán grandes beneficios con este tipo de impresoras, comenzando el aprendizaje con materiales convencionales (ABS), continuando con materiales técnicos (ASA) y finalizando con materiales avanzados como PEKK o PEI. Si deseas saber más información sobre qué impresora comprar visita el siguiente link.
Para comenzar en la impresión 3D FDM existe un material por excelencia, el PLA. El PLA es el material más consumido en este sector gracias a su facilidad de impresión, a su precio, variedad de colores y a ser respetuoso con el medio ambiente. A la hora de comprar PLA es recomendable adquirir uno de calidad, con una buena tolerancia de diámetro y buen acabo para evitar problemas durante la impresión, como por ejemplo atascos. Una vez dominado la impresión con PLA, el siguiente paso es aventurarse con el material que más necesite o desee cada usuario, como filamentos flexibles (TPU y TPE) u otros con mayores propiedades mecánicas (ABS, ASA, CPE HG100, etc), teniendo en cuenta las limitaciones de cada impresora 3D.
Desde el laminado de una pieza hasta después de la fabricación se deben tener en cuenta ciertos aspectos para conseguir realizar piezas con éxito y sin ningún problema. Antes de imprimir se debe revisar: que el archivo STL no presente defectos, que los parámetros de impresión son adecuados al material, la cantidad de filamento y el nivelado de la base. Durante la impresión hay que tener en cuenta: las corrientes de aire, la temperatura exterior, posibles atascos, que la temperatura de impresión sea estable y la adhesión de la primera capa. Después de cada impresión es aconsejable: separar la pieza con cuidado de la base, comprobar el estado del nozzle, limpiar la base para la siguiente impresión y comprobar las dimensiones y acabados de la pieza.
Una de las ventajas que tiene el mundo de la impresión 3D es la gran comunidad que existe, donde foros cuenta con una gran cantidad de usuarios dispuestos a ayudarse entre ellos en todo momento.
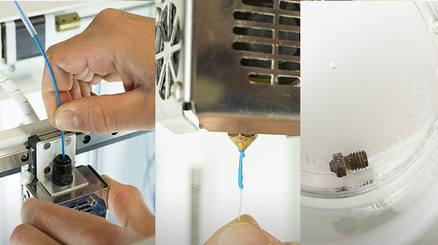
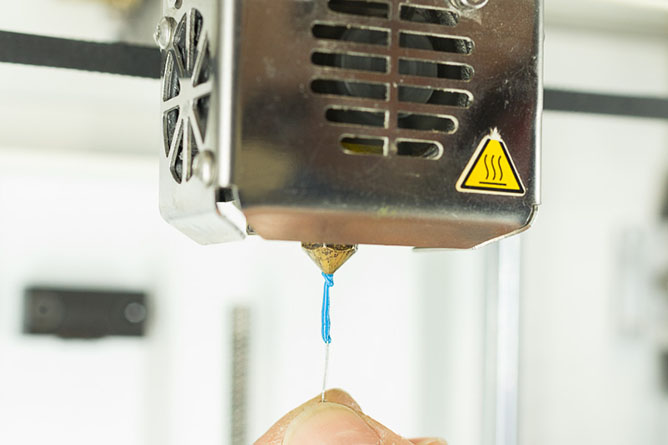
Las principales causas que provocan un atasco en el extrusor son la utilización de materiales de baja calidad, las impurezas alojadas en el filamento debido a un mal almacenamiento o por utilizarlo en temperaturas fuera del rango que recomienda el fabricante.
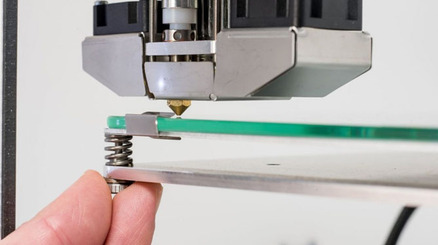
Este método es el más sencillo y rápido de realizar. Primero se calienta el extrusor hasta la temperatura de impresión del filamento que ha atascado la boquilla (por ejemplo, PLA 190ºC). A continuación, reducimos la temperatura hasta que esté próxima a la temperatura de transición vítrea del material, para el PLA sobre 90ºC, y así conseguir que solidifique el material y las impurezas que provocan el atasco con el filamento. Ahora es el momento de tirar fuerte del filamento con una mano y con la otra sujetar el extrusor. Se debe repetir este proceso hasta conseguir que el filamento salga libre de impurezas.

Este método es muy eficaz con atascos de media o baja gravedad. El proceso es muy simple, sólo se debe calentar el HotEnd a la temperatura de extrusión del material que ha provocado el atasco, introducir la aguja de precisión entre 10 mm y 30 mm por el nozzle unas 3 o 4 veces. A continuación, se comprueba que se ha liberado el atasco accionando el extrusor una longitud de 100 mm. En caso de no obtener un flujo continuo, se vuelve a realizar el proceso.
Este método sólo es eficaz si el atasco se ha producido utilizando ABS. Antes de iniciar el proceso se necesita acetona pura (no quitaesmalte) en un tarro de cristal con tapa. Se retira el nozzle del HotEnd, siempre con el HotEnd caliente para facilitar el proceso y evitar daños en los componentes. Una vez retirado el nozzle se introduce en el tarro con acetona y se deja en el líquido durante 24h. Pasado ese tiempo, retiramos el nozzle de la acetona y nos ayudamos, si es necesario, de una aguja o alfiler para limpiar el interior del nozzle, siempre con mucho cuidado de no dañar las paredes internas. Por último, montamos de nuevo el nozzle en el HotEnd y comprobamos que esté desatascado.
Mantener el exterior del nozzle es muy sencillo, simplemente hay que calentar el HotEnd hasta la temperatura de transición vítrea del material y con un papel, trozo de tela o lana de acero fina frotar suavemente la boquilla para retirar los restos de material depositados en ella.
En caso de que el atasco sea muy grave, la única solución es cambiar el nozzle por uno nuevo, por eso es aconsejable disponer siempre de una boquilla de repuesto.
Para finalizar, dejamos algunos consejos para evitar problemas, no sólo con los nozzles, sino también con todo lo relacionado con la impresora 3D:
No se debe olvidar que mantener las impresoras 3D con los mejores componentes y filamentos, asegura que todos los trabajos sean siempre de máxima calidad.
Los usuarios de impresoras 3D domésticas (FFF/FDM) a menudo se pueden encontrar con problemas de varios tipos, que pueden ser debidos a un filamento de mala calidad, parámetros de impresión indebidos, condiciones poco apropiadas para la ubicación de las impresoras 3D (como ambientes húmedos, fríos o con corrientes de aire) y la falta de mantenimiento, y calibración de la impresora 3D.
Una de las partes más importantes a calibrar en una impresora 3D es la base o cama, ya que, en caso de no estar bien nivelada, no se obtendrán buenos resultados de impresión.
En este artículo nos centraremos en el caso de nivelación manual, por ser el más habitual en la gran mayoría de impresoras 3D FFF/FDM del mercado.
Si la impresora 3D dispone de base de cristal y utilizamos algún spray fijador (como Magigoo, 3DLac o DimaFix), es aconsejable lavar bien la base para evitar posibles problemas al nivelarla. Es vital también, retirar cualquier resto de filamento que se encuentre colgando del nozzle (boquilla), porque de lo contrario, tendremos un error de medida producido por ese sedimento de material.
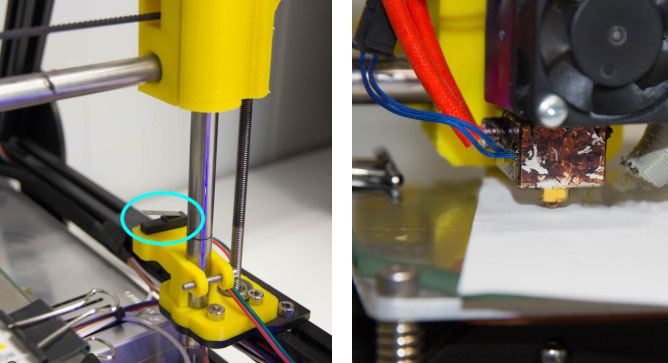
Por otra parte, se deben colocar en el punto medio de su recorrido los tornillos de regulación de la propia base. Además, al realizar el “home” del eje z,se debe desplazar el final de carrera del eje z, ampliando la distancia entre la base y el extrusor, para evitar posibles contactos, o incluso roturas del cristal o de algún soporte de la impresora 3D.
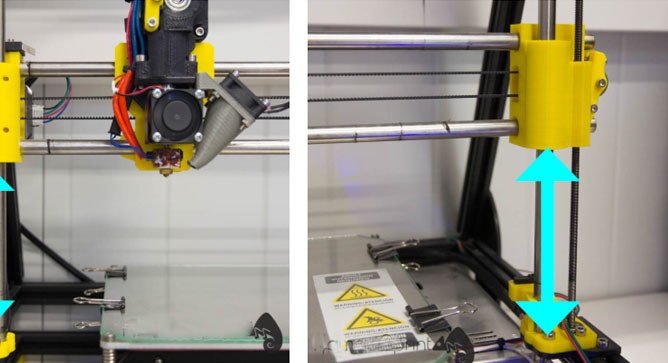
Es necesario ajustar este eje (que es por el que se mueve el propio extrusor) para que al desplazarse el extrusor no se produzcan variaciones de altura entre la punta de este y la base. Para empezar, se debe comprobar que la altura en ambos lados sea la misma, midiendo desde un punto de la guía del eje z a un punto fijo de la impresora 3D. Para igualarla, se gira manualmente el motor del lado que se necesita ajustar, sujetando del otro lado para que no gire. Si no hacemos esto, y debido a que los motores del eje z están conectados en paralelo, al hacer girar uno, generaría electricidad y giraría el otro.
Para este paso, si la impresora 3D no dispone de nivelado asistido, se utilizarán programas de impresión 3D como Cura3d o Pronterface, que tienen asistente para hacer "home" en z o directamente un apartado de nivelación de base. El software realiza el desplazamiento del eje z y se ajusta manualmente el final de carrera hasta que quede muy próxima la punta del extrusor a la base.
En este paso se debe que tener en cuenta el diámetro de salida del nozzle. La altura ideal es siempre la mitad del diámetro de salida. Es decir, si la impresora 3D tiene un nozzle de 0.6mm, la altura ideal sería 0.3mm. Para que esta distancia sea exacta se utilizará una galga de ese espesor, o en su ausencia, y debido a que la mayoría de las impresoras 3D utilizan un nozzle de 0.4mm, se empleará un folio de papel de 80g que tiene un espesor aproximado de 0.2mm. Introducimos el folio entre la punta del extrusor y la base, y hacemos bajar el eje z hasta el "home". La altura será correcta cuando el folio no esté completamente libre, ni quede tirante, si no que cuando se note rozar el folio de papel con el nozzle (boquilla).
Para ajustar esta distancia se gira el tornillo hacia un sentido o hacia el otro, en función de si se necesita subir o bajar la base. Este proceso tendrá que realizarse en las proximidades de los tornillos de nivelación de la propia base las veces necesarias hasta conseguir la altura ideal.
Con solo dedicar unos minutos a realizar estos pasos de nivelación de la base, se evitarán muchos problemas de impresión.

El nozzle de una impresora 3D, como todo elemento que está en contacto (rozamiento) con otro material, presenta un desgaste con el uso, que como hemos comentado en el artículo anterior, varía en función del material del nozzle y del tipo de filamento que se utilice. Para detectar cuando el desgaste es acusado recurriremos a 2 sencillas técnicas:
Cuando el desgaste es muy acusado se detecta en la punta del nozzle a simple vista, como se aprecia en la siguiente imagen.

Puede suceder que, aún teniendo todos los parámetros de impresión correctos, el modelo 3D sin imperfecciones y el nozzle en buen estado a simple vista, interiormente esté desgastado y provoque malformaciones y malos acabados superficiales en las piezas impresas debido al flujo turbulento del plástico por el interior del mismo.
Para poder aplicar este método tendremos que disponer del plano del nozzle de la impresora 3D que estamos utilizando, documento que la mayoría de los fabricantes tienen disponible para su descarga en su página web. En este caso vamos a utilizar el plano del Nozzle E3D v6.
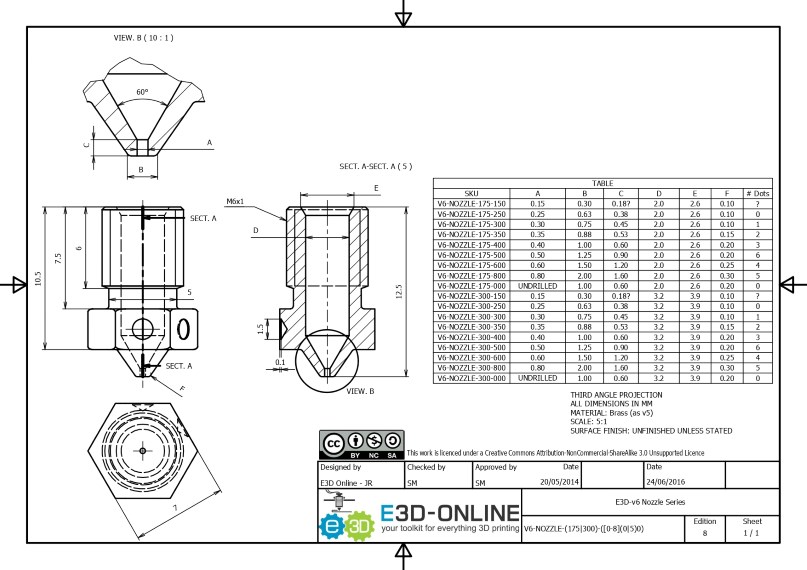
La medida que nos interesa es la "C" que representa la longitud del perforado de salida del filamento después del cono de extrusión. El desgaste no debe ser nunca superior al 80% de la longitud total de "C", ya que si el desgaste se aproxima más al cono interno, las impresiones 3D serán de mala calidad, o incluso imposibles de realizar. Para comprobar este valor tenemos que retirar el nozzle del HotEnd, medir la longitud total y aplicar la siguiente fórmula:

Como se aprecia en el plano, la longitud original total del Nozzle E3D v6 es de 12.5 mm, para el modelo con diámetro de salida 0.40 mm "C" mide 0.60 mm. En este caso, la longitud total del nozzle es de 12 mm, por lo que aplicando la fórmula anterior obtenemos que el porcentaje de desgaste es del 83%, lo que indica que es necesario sustituir el nozzle por uno nuevo.














Copyright © 2026 - Murky Robot - Todos los derechos reservados